HGLASER Engineering Co. Ltd. Все права защищены.
Общие проблемы и решения при лазерной сварке
2022-01-10848
В настоящее время лазерная сварка является эффективным и точным методом сварки металлов. Лазерная сварка - один из важных аспектов применения технологии лазерной обработки материалов. Лазерная сварка применяется во многих областях. Во время сварочных работ неизбежны некоторые сварочные дефекты. В этой статье в основном объясняются некоторые проблемы, которые подвержены лазерной сварке, и соответствующие решения.

Общие проблемы и решения при лазерной сварке:
1. Сварочные брызги: после завершения сварки на поверхности материала появляется множество металлических частиц, которые прилипают к поверхности материала.
Причина проблемы: поверхность материала не была очищена перед сваркой, имеются масляные пятна и загрязняющие вещества, которые также могут быть вызваны улетучиванием гальванического слоя.
Решение: очистить поверхность материала перед лазерной сваркой.
2. Скопление сварного шва: сварочный шов переполнен, сварочный шов слишком высок.
Причина проблемы: слишком высокая скорость подачи проволоки или слишком низкая скорость сварки во время сварки.
Решение: уменьшите скорость подачи проволоки или увеличьте скорость сварки.

3. Отклонение при сварке: металл шва не затвердевает в центре конструкции соединения.
Причина проблемы: неточное позиционирование во время сварки или неточное совмещение времени сварки присадочного материала и проволоки.
Решение: отрегулируйте положение сварки или отрегулируйте положение времени сварки и проволоки, а также положение лампы, проволоки и сварного шва.
4. Депрессия сварного шва: явление депрессии на поверхности металла шва.
Причина проблемы: точка сварки находится не в центральной точке, а центр пятна находится близко к нижней пластине и отклоняется от центра сварного шва, в результате чего часть основного материала плавится.
Решение: отрегулируйте соответствие света и шелка.
5. Обрыв или неравномерная толщина сварочного шва: при пайке сварочного шва сварочный шов прерывается или толщина неравномерная из-за отсутствия подачи проволоки.
Причина проблемы: подача проволоки нестабильна, свет не горит постоянно и т. Д.
Решение: отрегулируйте устойчивость устройства.
6. Пористость: на поверхности сварного шва появляется пористость.
Причина проблемы: поверхность сварного шва не очищена или пары цинка оцинкованного листа улетучиваются.
Решение: Очистите поверхность сварного шва и улучшите улетучивание цинка при нагревании.
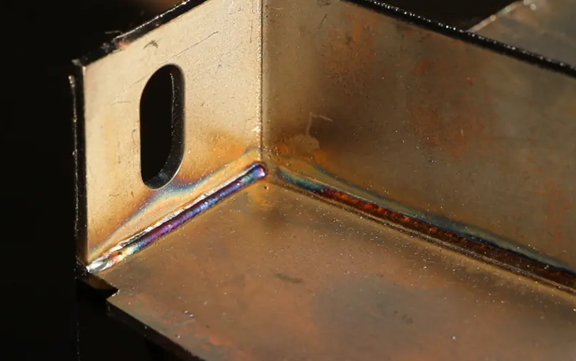
7. Сварка. Когда след сварного шва сильно меняется, на углах легко может появиться сварной шов или неровности.
Причина проблемы: сильно меняется траектория сварочного шва и обучение неравномерно.
Решение: сваривайте при оптимальных параметрах и настройте обучение на последовательно избыточные углы.
Вам тоже может быть интересно:
-

info@hglaser.com
-

+86 27 8718 0225
-
